4008282552

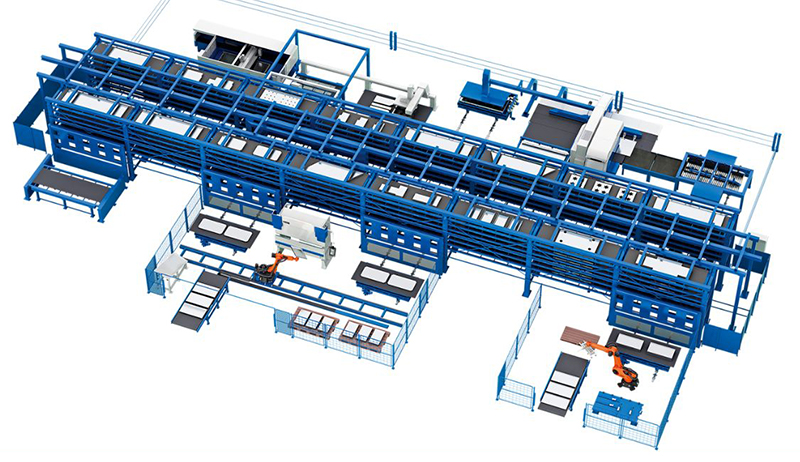
自动化生产线设计方案是把多种可以调整的工作台、工装器具、设备、机床联结起来,配以自动运送装置组成的柔性生产线模式。通过自动化生产线软件管理系统进行信息的调整,生产线自动化设计方案可将多种生产模式结合,从而能够减少生产成本做到物尽其用。
通过应用生产线自动化设计方案把员工从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,让员工通过配合自动化生产线,能够实现一人多机,一人多工的进行生产,极大地提高劳动生产率。实现多品种、中小批量生产的柔性自动化生产,大大减低生产设备的投入及维护成本。
生产线自动化设计方案通过将微电子学、计算机和系统工程等技术合理地结合起来,高效的解决了机械制造高自动化与高柔性化之间的矛盾。实现在一条生产线上同时生产多品种型号产品,企业可根据需求调整生产的型号和产量,提高企业生产应变能力。

自动化生产线设计方案基本信息
项目名称:生产线自动化设计方案;
辅导时间:1-3个月现场辅导;
辅导方式:诊断+规划+辅导+培训+评价+持续提升;
适合企业:所有制造型企业;如汽车零部件、电子、3C通信等行业大批量生产企业;航空航天、机械装备制造,柴油机、液压元器件等行业多品种、小批量生产企业。
服务重点:
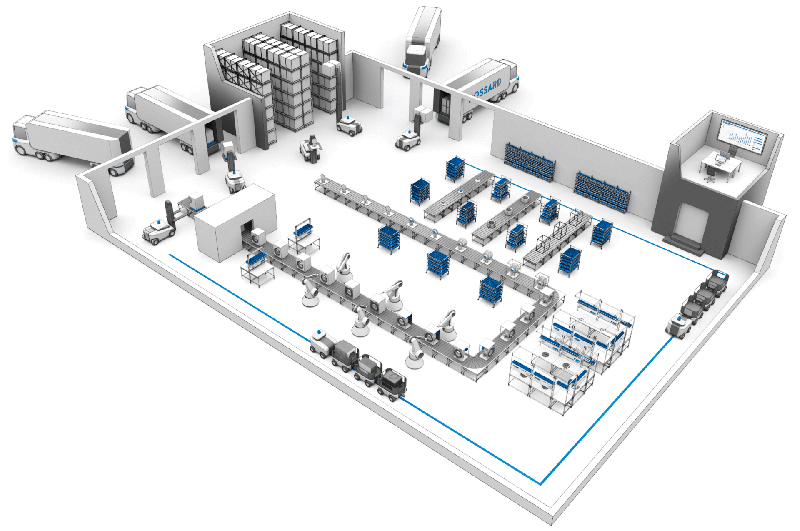
自动化生产线设计方案分为三个阶段,即生产线优化与设计阶段、生产线制作与试运行阶段和生产线运营阶段。生产线自动化设计方案将提供生产线布局规划图、生产线成品,生产线运营指导等。我们首先会通过调研,掌握客户生产线体的现状,然后将会以简便自动化为核心,通过设备、工夹具代替纯手工作业等方法进行产线设计。采用精益手段,实现一个流的准时化生产格局。通过生产线自动化设计方案进行信息化管理,对整个生产过程实现数据采集、过程监控、TPM设备管理、质量管理、生产调度以及数据统计分析,从而打造低成本、高品质、高效率的简便智能化Cell生产线。
在进行生产线自动化设计方案过程中,我们将:
1、导入精益生产方式,围绕产品生产流程以整流化、准时化、自働化为改善核心进行流程优化、动作改善、品质改善等,实现高效率,高品质的一个流拉动式生产模式。
2、导入信息化管理系统,进行数据化、物联化、可视化管理。通过工业物联网技术进行数据采集,信息化系统分析,通过安灯、看板进行反馈,实时掌握产线生产现状。
3、导入低成本自动化设备,进行工装治具改善,通过道具化、机械化、电器化,只需少量员工与设备组合作业,即可实现一人多机、设备自动化生产的柔性生产线布局。

通过应用自动化生产线设计方案能帮助企业实现以下管理优势:
通过应用生产线自动化设计方案,进行柔性化生产线投入后,在对零件的技术文件优化后,无论生产批量的大小、形状结构和加工路线,均可以上线生产。生产线自动化设计方案能够让生产效率、设备利用率大幅提高,并能形成准确完整的生产过程信息。通过自动化生产线设计方案可以做到动态控制产品的质量,为生产管理提供了丰富的一线数据,缩短生产转工时间,节约了转工设备和人员。
1、设备利用率提高:采用自动化生产线设计方案后,产品生产产量比在分散单机作业时的产量提高数倍。
2、在制品减少大幅减少:通过生产线自动化能够减少对设备重新设定和调试,消除原材料用错、生产工艺参数设定错误、自检互检依据错误等问题,缩短生产周期。
3、生产能力相对稳定:在自动化生产线设计方案中由一台或多台设备组成,发生故障时,有降级运转的能力,物料传送系统也有自行绕过故障设备的能力。
4、产品质量提高:通过生产线自动化设计方案能够让零件在加工过程中,装卸一次完成,加工精度高,加工形式稳定。
5、产线运行灵活:生产线自动化对于检验、装卡和维护工作可在第一班完成,第二、第三班可在无人照看下正常生产。同时能处理刀具磨损调换、物流堵塞疏通等问题。
6、产品应变能力提升:在自动化生产线设计方案中刀具、夹具及物料运输装置具有可调性,且系统平面布置合理,便于增减设备,满足市场需要。
自动化生产线设计方案内容介绍
自动化生产线设计方案的应用十分广泛,例如在机械制造业中有铸造、锻造、冲压、热处理、焊接、切削加工和机械装配等生产线自动化应用,也有包括不同性质的工序,如毛坯制造、加工、装配、检验和包装等综合生产线自动化应用。切削加工生产线自动化应用在机械制造业中发展最快、应用最广。主要有:用于加工箱体、壳体、杂类等零件的组合机床自动化生产线;用于加工轴类、盘环类等零件的,由通用、专门化或专用自动机床组成的旋转体加工自动化生产线;用于加工工序简单小型零件的转子自动化生产线等。
自动化生产线设计方案中设备的联结方式有刚性联接和柔性联接两种。在刚性联接生产线自动化应用中,工序之间没有储料装置,工件的加工和传送过程有严格的节奏性,当某一台设备发生故障而停歇时,会引起全线停工,因此,对刚性联接自动线中各种设备的工作可靠性要求高。在柔性联接生产线自动化应用中,各工序(或工段)之间设有储料装置,各工序节拍不必严格一致,某一台设备短暂停歇时,可以由储料装置在一定时间内起调剂平衡的作用,因而不会影响其他设备正常工作,综合自动化生产线、装配自动化生产线和较长的组合机床自动化线常采用柔性联接。

自动化生产线设计方案主要由:生产主线、生产支线、控制系统、信息系统组成,可分成柔性生产线硬件设备系统和柔性生产线信息管理系统。生产线自动化设计方案中通过采用精益CELL线方式将工作台、工装器具、设备、机床、运输系统联结起来形成柔性化生产线系统,实现保证产品技术要求,确保生产节拍,有效地控制产品精度,满足产品改型换代,做到高精度,高质量,高可靠性、高效率、高柔性和一致性。
1 自动化生产线硬件设备系统
①生产主线
在自动化生产线设计方案中生产主线通过应用准时化生产、敏捷制造管理等柔性生产集成模式,对生产流程进行合理化的合并优化后进行配套合适的生产设备,结合不同刀具、工装夹具的快速更换,实现在同一生产线上进行多品种产品的生产。同时是生产线自动化设计方案中的主要交通要道,各个设备工位间零件物料的传送由主线完成,主线能够实现正反两个方向运转,根据上线零件物料需要输送的方向,确定正(反)向运转,将零件物料按要求输送到需要的支线处,并由对应的移栽机构将零件物料移到支线上,完成一次零件物料的传送。
②生产支线
在自动化生产线设计方案中通过在每一个设备工位设置一条支线,生产支线通过采用上下料装置、传送装置和储料装置、重力输送式或强制输送式的料槽或料道、提升,转位和分配装置等方式用来接收和送出零件物料。生产线自动化设计方案通过在生产支线上能够对需要特殊处理加工的零件物料进行生产加工,满足对多品种产品的个别零部件进行同时生产。支线能够实现正反两个方向的运转,能够从主线接收和向主线输送零件物料,接收和输送的需求由信息系统确定。
③控制系统
在自动化生产线设计方案中控制系统是柔性生产线的中枢神经,负责执行机构与信息系统之间信息的交互,并控制执行机构按要求完成规定的动作。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。在生产线自动化设计方案中同时将执行机构工作形成的信息记录反馈到信息系统进行逻辑运算和储存,保证动作的准确,并为以后生产管理提供统计分析数据。
2 自动化生产线信息管理系统
①生产管理系统
在自动化生产线设计方案中信息系统是柔性生产线的上层管理系统,主要应用MES系统和ERP系统。主要功能是处理产品的生产信息,形成一定格式的数据文件,根据每次生产不同的产品,由接口软件动态调用对应的技术文件,并传递给自动化生产线。生产线自动化设计方案能够通过物联及监控技术实时监控柔性生产线的生产状态,根据产品或工艺的变化,将生产线所需的数据及时准确地推送给对应的设备,对生成过程中所需的各种信息收集、处理、反馈,对设备实行控制。生产线工作过程中形成的生产数据信息同时实时的上传到信息系统,贮存到信息系统的数据库内,为生产管理提供丰富的生产数据信息。
②工装/刀具管理系统
在自动化生产线设计方案中通过工装/刀具管理系统能够进行实时动态的将柔性生产线生产所需的工装、刀具、夹具进行规范化、准时化、自动化管理,可以全方位地满足刀具的各种管理需求,从根本上解决刀具管理上的盲点和漏洞。生产线自动化设计方案中能够在接到加工任务同时,让工装/刀具库房可根据产品的生产工艺要求,及时准确的准备该制造订单所需的工装/刀具,并配送到生产工位,大大缩短等待时间,提高生产准备效率。